Alors que l'industrie du moulage est confrontée à des exigences toujours croissantes en matière de qualité des produits, de protection de l'environnement et d'efficacité de la production,V-Processus de coulée(Procédé sous vide) émerge progressivement comme une technique essentielle dans les opérations de fonderie modernes, grâce à ses avantages distincts, notamment une haute précision, une pollution minimale et des taux de récupération de matériaux élevés.
Le processus en V, également connu sous le nom de moulage sous vide ou de moulage sous pression négative, fonctionne selon un principe de base : utiliser une combinaison de « sable sec sans liant + scellement par film plastique + compactage induit par le vide ». Au lieu de s'appuyer sur des méthodes de durcissement chimique traditionnelles, la formation de moisissures est obtenue grâce à des différences de pression physiques.
• Scellement du flacon et du patron à l'aide d'un film plastique.
• Utiliser une pompe à vide pour évacuer l'air, générant ainsi une pression négative de 300 à 500 mmHg.
• Compacter le sable sec sous pression atmosphérique pour atteindre un niveau de dureté de 85 à 95 HB.
• Maintien de la pression négative pendant toute la durée des phases de coulée et de solidification ; une fois refroidi, le vide est libéré, provoquant la désintégration automatique du sable sec.
Flux de travail de diffusion en V-Process
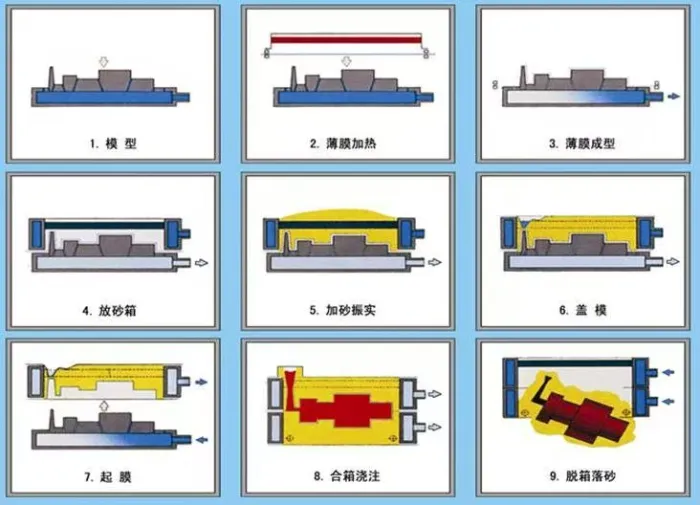
L'ensembleCoulée en Vla procédure comprend principalement les sept étapes suivantes :
1. Préparation du motif
Utilisez une plaque-modèle ou un modèle équipé d’évents sous vide, en vous assurant que ces évents sont uniformément répartis pour faciliter l’aspiration ultérieure sous vide.
2. Demande de film
Chauffez un film plastique à une température de 80 à 120°C pour le ramollir, puis drapez-le sur la surface du motif ; appliquez un vide pour garantir que le film adhère étroitement et précisément aux contours du motif.
3. Application de revêtement réfractaire
Pulvérisez un revêtement réfractaire à séchage rapide (environ 0,04 mm d'épaisseur) sur la surface de la cavité du moule, suivi d'un processus de séchage ; cette étape empêche l'adhérence du sable (brûlure) et améliore l'efficacité du scellement.
4. Remplissage et compactage du sable
Placez un flacon spécialisé sur le motif, puis remplissez-le de sable de quartz sec de 100 à 200 mesh ; appliquez des micro-vibrations pour compacter le moule en sable et niveler la surface.
5. Scellement et mise sous vide
Couvrez la surface supérieure du flacon avec un film d'étanchéité et appliquez un vide pour générer une pression négative, durcissant et stabilisant ainsi la structure du moule en sable.
6. Décapage de motifs et assemblage de moules
Relâchez le vide sur la plaque à motif pour terminer le processus de décapage du motif ; Ensuite, insérez les noyaux (si nécessaire) et assemblez les moitiés du moule, tout en maintenant continuellement l'état de pression négative en préparation pour le coulage. 7. Verser et secouer
La coulée est réalisée sous vide (avec une température de coulée d'environ 1 300 à 1 400°C pour la fonte grise). Une fois la pièce refroidie à environ 90°C, le vide est libéré, déclenchant un processus de secouage automatique suivi d'un nettoyage ultérieur.
Principaux avantages du moulage en V
Par rapport aux procédés traditionnels de moulage au sable,Coulée en Voffre des avantages distincts et complets :
1. Haute qualité de moulage
La finition de surface des pièces moulées peut atteindre Ra12,5 et la précision dimensionnelle peut atteindre le grade CT9. Le taux de défauts est faible et les angles de dépouille peuvent même être réduits à 0°, ce qui rend le procédé particulièrement adapté aux composants de haute précision aux structures complexes.
2. Écologique et durable
Le processus ne nécessite aucun liant, ce qui réduit efficacement les émissions de poussière et de gaz nocifs. Le taux de récupération du sable usé dépasse 95 %, ce qui correspond parfaitement à la tendance moderne vers une fabrication verte.
3. Faibles coûts de production
Il élimine le coût des résines et des agents de durcissement tout en prolongeant simultanément la durée de vie du moule de 30 à 50 %. De plus, les surépaisseurs d'usinage sur les pièces moulées sont réduites de 20 à 40 %, réduisant ainsi encore davantage les coûts de traitement ultérieur.
4. Large gamme d'applications
Adapté à une variété de matériaux, notamment la fonte, l'acier moulé et les alliages non ferreux, le procédé est largement utilisé dans la production de composants à grande échelle, de pièces à paroi mince et d'assemblages structurels complexes, tels que des bâtis de machines-outils, des contrepoids et divers types de boîtiers.
Tirant parti de ses avantages en matière de haute qualité, de durabilité environnementale et de rentabilité,Coulée en Vconduit continuellement l’industrie de la fonderie vers un avenir caractérisé par une fabrication de haute efficacité, respectueuse de l’environnement et de précision.